Home
>
products
>
Aluminum Heatsink Extrusion Profiles
>
Home
>
products
>
Aluminum Heatsink Extrusion Profiles
>
|
|
| Place of Origin | Guangdong,China(mainland) |
| Brand Name | HONG YING |
| Certification | ISO9001:2015,ISO14001:2015 |
| Model Number | Customize |
Solar energy is a new type of inexhaustible pollution-free green energy. It is one of the seven major emerging industries that China has determined to focus on. Its panel frame and its supporting structure pillars, rods, supporting legs, etc. can be extruded with the most economical and durable aluminum alloy materials. It is a new market for the application of aluminum alloy materials, and has been applied all over the world. The following is a brief introduction of solar photovoltaic aluminum profile manufacturing process, production technology and key nodes for reference.
2. Optimize the design and manufacture of aluminum extrusion die
Extrusion die is an important tool to ensure the shape and dimensional accuracy of solar photovoltaic aluminum profile products. The design and manufacturing quality of extrusion die is an important guarantee to realize high quality, high yield, low consumption, high efficiency and low cost of extrusion production. Therefore, in order to produce high-precision photovoltaic aluminum alloy profiles, it is necessary to optimize the design and manufacture of extrusion die.
2.1 adopt advanced extrusion die manufacturing equipment
High precision advanced extrusion die processing equipment is the prerequisite to ensure the metal extrusion die qualified. Therefore, the production of photovoltaic aluminum alloy profiles should use advanced mold processing equipment, such as CNC, slow wire cutting, three-axis machining center, EDM center to improve the machining accuracy and performance of the mold.
2.2 reasonable layout of die holes
In order to ensure the good symmetry of photovoltaic aluminum profile and improve the production efficiency and yield, the layout of die holes must comply with the principle of central symmetry and adopt the symmetrical layout of multi-mode holes. In the process of mold design, the bridge position should be designed on the non decorative surface of the profile as far as possible to avoid defects exposed.
2.3 optimization of extrusion die design work zone
The work belt is the part to stabilize the size of products and ensure the surface quality of products. When designing the length of the die working belt, the drop should be reduced as much as possible, the length change should be gentle, and the obstruction angle and flow promoting angle should be used to reduce the metal flow velocity, so as to achieve the goal of uniform metal flow and improving the surface quality of the profile.
3. Chemical composition control
6063 aluminum alloy is used for production, and its chemical composition control is shown in Table 1.
The practice shows that 6063 aluminum alloy has become an important choice for the production of high precision photovoltaic aluminum alloy profiles. 6063 Al Mg Si alloy can be strengthened by heat treatment. The strengthening phase of the alloy is Mg2Si. The alloy has good extrusion property, low quenching sensitivity, good high temperature plasticity, wide quenching temperature range and low critical quenching speed. Within the composition range of 6063 aluminum alloy specified in the national standard GB / t3190, different values of chemical composition will lead to different material characteristics. When the range of chemical composition is large, the performance difference will fluctuate in a large range, so that the comprehensive performance of the profile will be difficult to control. In order to ensure the precision of photovoltaic aluminum alloy profile, it is necessary to
The chemical composition of the alloy must be determined in strict accordance with the enterprise control standard.
4. Smelting, casting and ingot homogenization process
4.1 smelting and refining process
The melting temperature is 720-760 ℃. When the temperature is above 720 ℃, high purity nitrogen is used to blow in refining agent for 15min, the amount of refining agent is 0.08% of the melt weight, after refining, electromagnetic stirring is used for 15min, and the liquid aluminum is allowed to stand for 20-30min. The chemical composition of aluminum alloy solution shall be strictly controlled for sampling inspection to make the material reach the required mechanical properties.
4.2 casting process
Semi continuous direct water cooling casting method was adopted. The direct water cooling method has the advantages of high cooling intensity and high cooling speed, which can refine the casting structure, increase the density of the structure, and improve the mechanical properties and heat treatment effect of the ingot. The casting temperature is 710-730 ℃, the casting speed is 50-70mm / min, and the cooling water pressure is 0.1-0.3mpa. In order to reduce the tendency of hot cracking and improve the chemical composition of the alloy, Al Ti B wire was added online at the rate of 1700-2000mm / min.
4.3 homogenization treatment of cast bar structure
In order to reduce and eliminate intragranular segregation of ingot and improve the inhomogeneity of chemical composition and microstructure, homogenization treatment was carried out on aluminum alloy casting bar. The technical conditions are as follows: heating the casting rod to 540-550 ℃, holding for 8-10h, strong wind cooling and water mist cooling. Cooling should be accelerated after homogenization annealing to ensure the color uniformity after anodization.
5. Control of technological conditions of extrusion and aging process
For the extrusion, on-line quenching and aging process of 6063 aluminum alloy profile, the heating temperature of cast bar is 440-480 ℃; Mold heating temperature: 450-480 ℃, mold heating time is less than 5h; The heating temperature of extrusion cylinder is 460-500 ℃; Extrusion speed: 12-18m / min; The outlet temperature is 510-550 ℃; The cooling mode is online air cooling or water mist cooling; Aging treatment of extruded profiles after on-line quenching: the control temperature is 200 ℃ ± 5 ℃, holding time: 3 h. The combination of solution treatment and extrusion process of 6063 aluminum alloy can avoid grain growth and improve the physical and mechanical properties of profile products.
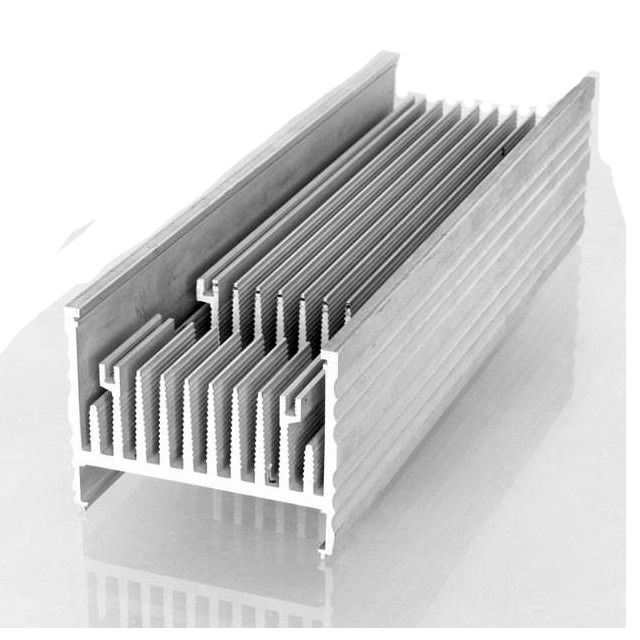
| Description | Aluminum Profile Of Insert Type Radiator For Solar Photovoltaic New Energy For Industry |
| Material Thickness(t) | 1.0-10.0 mm |
| Materiral | aluminum alloy 6061,6082 |
| Annealing Treatment | T3-T8 |
| Color | Silver |
| Surface Treatment | mill finish,anodized, powder coated, electrophoresis, wood grain, polished and etc |
| Shape | Square, Round, Flat, Oval, and according to customer's drawing. |
| Length | Normal length=6m or in customer's order |
| Usage | solar new energy |
| Package |
1. Pearl cotton foam for each profile; 2. Wrap with shrink film exterior; 3. Packed according to customer request. |
| Advantages/Features |
Providing colorful products with various mechanical performances to adapt all kinds of architectural styles |
![]()
After years of development, the company passed the ISO9001: 2000 quality system certification, the international standard product certification. Yonglong Aluminum has won the "Guangdong Province Famous Brand", "Guangdong Province Famous Brand", "ISO14001 Environmental Management System Certification", "OHSMS18001 Occupational Health and Safety Management System Certification", "Adopting International Standard Products" Is "," China's quality products "and other certificates. Companies adhere to the scientific concept of development, by strengthening the comprehensive management and increase innovation, and continuously enhance the energy-saving emission reduction enterprises to accelerate into the environment-friendly modern enterprise list.
The density of aluminum profile is only 2.7g/cm3, about one third of that of steel, copper or brass (7.83g/cm3, 8.93g/cm3). Aluminum exhibits excellent corrosion resistance under most environmental conditions, including air, water (or brine), petrochemicals, and many chemical systems.
Conductivity
Aluminum profile is often selected because of its excellent conductivity. Aluminum is almost twice as conductive as copper by weight.
Rate thermal conductivity
The thermal conductivity of aluminum alloy is about 50-60% of that of copper. It is used to manufacture heat exchangers, evaporators, heating appliances, cooking utensils, cylinder heads and radiators for automobiles.
Ferromagnetic
Aluminum profiles are non ferromagnetic, which is an important feature of the electrical and electronic industries. Aluminum profiles do not self ignite, which is very important for applications involving handling or contacting flammable and explosive materials.
Machinability of can making machine
The processing performance of aluminum profile is excellent. In the process of deformation and casting of aluminum alloy, as well as in various states after the output of aluminum alloy, the processing characteristics change greatly, which requires a special machine tool or process.
Formability
Specific tensile strength, yield strength, ductility and corresponding work hardening rate determine the variation of allowable deformation.
Circularity
Aluminum is very recyclable, and the performance of recycled aluminum is almost indistinguishable from that of natural aluminum.
![]()
1. Where you intend to use the aluminium profiles?
2. If you have the estrusion drawing, send us and we develop the correspondence mold.
3. Which color you want or tell us the architectural style you like.
4. Purchase quantity. It will convenient us to give you the best price.
Contact Us at Any Time