
 Home
>
products
>
Powder Coated Aluminium Extrusions
>
Home
>
products
>
Powder Coated Aluminium Extrusions
>
|
| Place of Origin | Guangdong, China (Mainland) |
| Brand Name | Guangdong, China (Mainland) |
| Certification | ISO9001:2000,ISO14001:2004 |
| Model Number | customize |
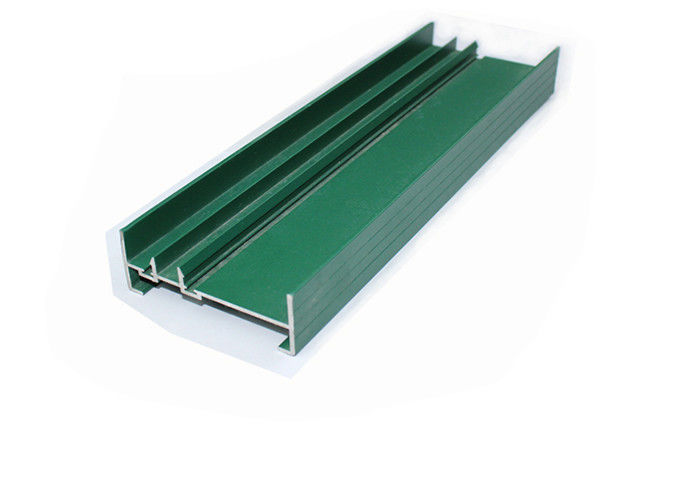
Power coating surface treatment the weight of aluminum section in construction
| Product Specification | |
| Description | Power coating surface treatment the weight of aluminum section in construction |
| Implements National Standard | GB5237.4-2008 |
| Material Thickness(t) | t=1.0 / 1.1 / 1.2 / 1.4 |
| Adhesion | Grade 0 |
| Material | Aluminum Alloy 6063, 6063A, 6060, 6061 |
| Annealing Treatment | T4, T5, T52, T6, etc. |
| Color | Green, Grey, Black, White, (RAL series)etc. (abt 200 colors) |
| Surface Treatment | Matte, Semi-glossy, Highly glossy |
| Thickness of Powder | 40um ≤ thickness ≤ 120um |
| Length | Normal length = 6 m |
| Package |
1. Pearl cotton foam for each profile; 2. Wrap with shrink film exterior; 3. Packed according to customer request. |
| Advantages/Features |
Providing colorful products with various mechanical performances to adapt all kinds of architectural styles |
The process control elements are described as follows:
Passivation (closed)
The purpose of passivation is to close the pore of the phosphating membrane and improve the corrosion resistance of the phosphating membrane, especially the overall adhesion and corrosion resistance of the paint film. At present generally adopts chromium treatment and without chromium in two ways, but there are some with alkaline type inorganic passivation (most contain phosphate, carbonate, nitrite, phosphate, etc.), which severely damage the coating adhesion and corrosion resistance for a long time.
Water washing
Water to wash the purpose is to remove surface from the previous channel slot liquid out of the residual liquid, water quality can directly affect the quality of workpiece phosphating and the stability of the bath. The bath water bath usually controls the following:
(1) the amount of sludge is not too high. High content can appear on the surface of the workpiece.
(2) the liquid surface should be free of floating impurities. The washing method is usually washed with overflow water to ensure no oil or other impurities on the liquid surface.
(3) The PH of the trough should be close to neutral. The PH is too high or too low to cause the slotted tank, which affects the stability of the subsequent groove fluid.
Aluminium profile vertical powder spraying production line technology
Development and overview of vertical powder spraying
Powder coating surface treatment process is a kind of dry type, very fine pigment particles through electrostatic after processing, the coating is formed on the coating on the product, after curing oven curing form a layer of solid coating.
Due to powder spraying:
1) the surface is beautiful, durable, anti-scratches, anti-chemical intrusion, anti-ultraviolet ray.
2) environmental protection, no waste discharge;
3) perfect edge coverage;
4) the color is uniform and the color is wide;
5) thickness is easily controlled and therefore widely used.
Powder coating and coating began in the late 1930s. The initial application of flame spray, which is applied to the metal surface of the polyethylene powder, is the beginning of powder coating. It was not until the 1950s that the powder coating and coating process were developed in the future. Powder coating in China starts late, introduced jiangsu changzhou huayi aluminum factory in 1989 the United States nordson powder spraying equipment, is China's first aluminum powder coating, but as the economic reform and opening up, powder coating technology got rapid development in our country. In the early days, it was all horizontal lines, but with the development of economic science and technology, the first vertical spraying production line was introduced in Italy and Japan and began to be widely used. Vertical powder coating production line has been developed for the mature product, pretreatment of flipping, drying to the uniformity of powder coatings, as well as the effect of curing all achieves the international advanced level, due to the vertical line to cover an area of an area small, less operation from member, the uniformity of powder, curing layer reach perfect effect.
![]()
![]()
Contact Us at Any Time

