
 Home
>
products
>
Powder Coated Aluminium Extrusions
>
Home
>
products
>
Powder Coated Aluminium Extrusions
>
|
| Place of Origin | Guangdong, China (Mainland) |
| Brand Name | Guangdong, China (Mainland) |
| Certification | ISO9001:2000,ISO14001:2004 |
| Model Number | customize |
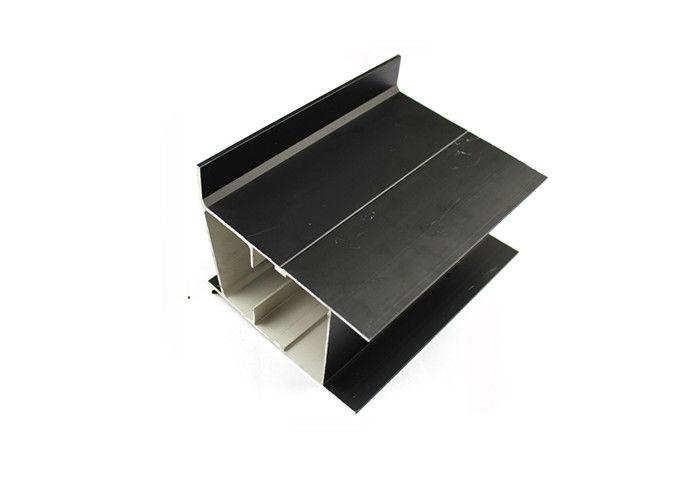
Power coating Aluminum alloy profile for aluminum alloy sliding windows and doors
Product Description
| Product | Power coating Aluminum alloy profile for aluminum alloy sliding windows and doors |
| Material | Alloy 6060, 6061, 6063, etc. |
| temper | T5, T6,etc |
| Color | Different colors available (black, blue, green, champagne, bronze, golden, vermillion, etc.) |
| Surface treatment | Mill finish, anodized, electrophoretic coating, powder coating, thermal break, wood grain/wood-in-shift, etc. |
| Mould | Based on your drawing or use our mould free |
| Sample time | Usual practice: within 15 working days against payment |
| Usages | Windows, doors, curtain wall, solar panel, LED panel, heat sink, industry, etc. |
| Certified | ISO9001-2008 Quality System, |
The process control elements are described as follows:
1, degreasing
degreasing mechanism is through the degreasing agent for all kinds of oil saponification, solubilization, wetting, dispersing, emulsifying, from, so that the oil from the surface into soluble substances or by emulsification, dispersion and uniform stability lies within the bath. The evaluation of the non-degreasing quality is mainly the surface of the workpiece after degreasing the surface of the workpiece, the surface of the workpiece is not visible, the surface of the surface should be completely wetted by water. The quality of degreasing depends mainly on the free alkalinity, the temperature of the degreasing liquid, the processing time, the mechanical function and the oil content of the degreasing fluid.
(1) free alkalinity (FAL)
The concentration of degreasing agent is appropriate to ensure optimum results. In general, only the free alkalinity of the degreasing liquid is detected, the FAL is too low and the oil effect is relatively poor. FAL is too high, not only to waste material, but also to increase the burden on the backwash, and the heavier people will also pollute the post-ordered form and phosphatize.
(2) the temperature of the degreasing liquid
Any degreasing fluid has the optimum degreasing temperature, temperature is lower than the process requirement, and the non-degreasing function is not sufficient. Overtemperature, not only increases energy consumption, but also causes side effects. Such as degreasing agent evaporation too fast, the workpiece fast out of the bath with the surface dry, rust and easy create artifacts return, alkali spot, oxidation and other ills, affect the quality of process after phosphating. Automatic temperature control also needs to be checked regularly.
(3) processing time
The degreasing fluid must be fully in contact with the oil on the workpiece and sufficient contact reaction time to ensure a good degreasing effect. But the length of skim time increases the blunt effect of the surface of the workpiece, affecting the formation of the phosphating membrane.
(4) mechanical effect
In the process of degreasing, the use of pump circulation or the movement of the workpiece by means of mechanical action can enhance the effect of oil removal and shorten the time of washing and cleaning. The speed of spray degreasing is more than 10 times faster than the rate of degreasing degreasing.
(5) oil content of degreased fluid:
As the slot liquid recycling, oil content in the bath will increase, when reach a certain proportion, degreasing effect of degreasing agent and cleaning efficiency will be significantly lower, even bath by adding the drug to maintain high concentration, the purity of the processed workpiece surface is still not improved. The degreased degreased liquid must be replaced completely. Product production is usually changed according to the time of the use of the tank and the processing workload.
![]()
Contact Us at Any Time

