
 Home
>
products
>
Powder Coated Aluminium Extrusions
>
Home
>
products
>
Powder Coated Aluminium Extrusions
>
|
| Place of Origin | Guangdong, China (Mainland) |
| Brand Name | Guangdong, China (Mainland) |
| Certification | ISO9001:2000,ISO14001:2004 |
| Model Number | customize |
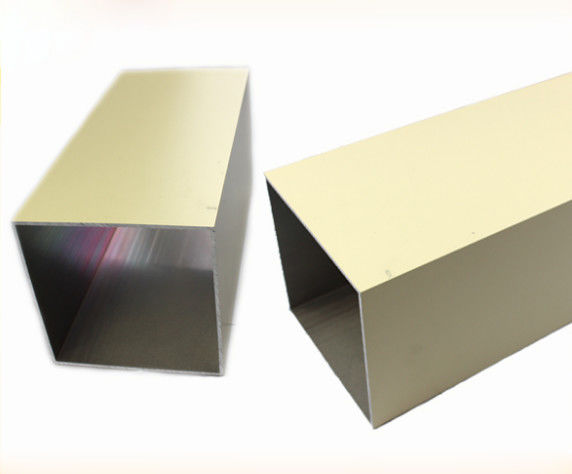
Aliding window frame Powder Coated aluminum frame door and windows frames
Product Description
| Product | Aliding window frame Powder Coated aluminum frame door and windows frames |
| Material | Alloy 6060, 6061, 6063, etc. |
| temper | T5, T6,etc |
| Color | Different colors available (black, blue, green, champagne, bronze, golden, vermillion, etc.) |
| Surface treatment | Mill finish, anodized, electrophoretic coating, powder coating, thermal break, wood grain/wood-in-shift, etc. |
| Mould | Based on your drawing or use our mould free |
| Sample time | Usual practice: within 15 working days against payment |
| Usages | Windows, doors, curtain wall, solar panel, LED panel, heat sink, industry, etc. |
| Certified | ISO9001-2008 Quality System, |
Aluminum profile powder spray
The powder spraying construction process and the requirement of so-called powder electrostatic spraying is the principle of using the electrostatic corona electric field. A strong electrostatic field is formed between the spray gun and the workpiece by attaching the high pressure negative electrode to the metal guide of the nozzle head. When compressed air as carrier gas, the powder coating powder for powder from the barrel of the pipe to the spray gun guide rod, because the guide rod connected to high voltage anode of corona discharge, near its produced negative charge, make the powder with negative charge, and entered into the field intensity high electrostatic field, under the dual role of electrostatic force and the carrier gas, powder evenly to ground surface formation thickness uniformity of powder layer, heat curing into durable coating.
Coating construction process: pre-processing - drying and removing water - spray - inspection - roasting - inspection - finished product.
The requirement of general powder spraying for construction:
(1) for the properties of powder coating to make full use of the coating and extend the life of the coating, the surface of the surface of the coating is first treated by the surface
(2) when spraying, the coating should be completely grounded to increase the efficiency of the powder coating
(3) to be coated with a large surface defect, the conductive putty should be applied to ensure the smoothness and smoothness of the coating
(4) after spraying objects objects needed to heat curing, curing conditions to powder product specifications shall prevail But it must be fully ensure the curing temperature and time, avoid inadequate curing quality accident.
(5) powder immediately after inspection, if discover the defect should be handled in time, if finding defects after curing, the only local without affecting the smaller range, the coated surface decoration, color powder can be used with the acetone diluted to repair, if large range and influence the surface quality, use sand paper burnish, after spraying again or use the paint remover to remove coating, Suo powder again.
(6) the recycling powder shall be filtered and removed and then mixed with the new powder.
(7) for powder keg, powder room and recovery system to avoid the pollution of other different color powder, it is necessary to blow clean when changing colour.
2, art type powder coating construction requirements: art type powder, with beautiful, stereo sense is strong, decorative effect * wait for a characteristic, but the strict construction technology.
(1) the input pressure should not be too large when the powder is sprayed. It is generally controlled at 0.5 ~ 1.5 kg/cm2. The pressure is too great to create a pattern or to produce some hemp. The electrostatic voltage should not be too high, generally controlled in 60 ~ 70Kv. The voltage too high will cause the powder to rebound on the surface of the workpiece. Poor level of flow, etc.
(2) powder attention should be paid to ensure that the thickness of the coating, general control between 70 and 100 microns can benefit form obvious pattern and large decorative pattern, thin film, decorative pattern is not obvious, and decorative pattern is small, can appear the defects such as pitting show at the same time
(3) when curing, it must be roasted at the prescribed temperature and time. If the temperature is too low too short, it will cause the powder to be unpatterned, and the mechanical properties of the solidification will be greatly reduced. In addition, because of the particularity of art type pattern powder production process, the recycled powder spray, the pattern will become smaller or not obvious changes, so the general recommendation art type powder recovery powder do not use. It must also be tested. From above, although it is strict to the construction requirement, but believe in the coating process, as long as the above factor is better, it will achieve the desired satisfactory effect.
![]()
Contact Us at Any Time

