
 Home
>
products
>
Machined Aluminium Profiles
>
Home
>
products
>
Machined Aluminium Profiles
>
|
| Place of Origin | Guangdong, China (Mainland) |
| Brand Name | Guangdong, China (Mainland) |
| Certification | ISO9001:2000,ISO14001:2004 |
| Model Number | customize |
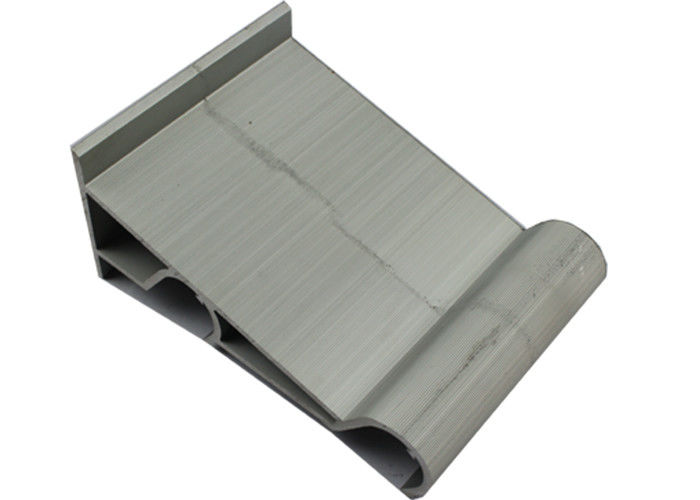
ISO OEM precision aluminum die casting parts for windows Machined Aluminium Profiles
Specifiaction:
| Description | ISO OEM precision aluminum die casting parts for windows Machined Aluminium Profiles |
| Material Thickness(t) | t=1.0 / 1.2 / 1.4 |
| Material | Aluminum Alloy 6063, 6063A, 6060, 6061 |
| Annealing Treatment | T5,T6 |
| Color | Green, Grey, Black, White, (RAL series)etc. |
| Surface Treatment | Matte, Semi-glossy, Highly glossy |
| Length | Normal length=6 m |
| Package |
1. Pearl cotton foam for each profile; 2. Wrap with shrink film exterior; 3. Packed according to customer request. |
| Advantages/Features |
Providing colorful products with various mechanical performances to adapt all kinds of architectural styles |
Process specification for oxidizing production of aluminium material
Oxidation process
1: The process parameters: the concentration of H2SO4 160-175 g/l, AL3+ < 20 g/l, current density 1-1.5A/dm, voltage 12-16V, oxidation tank temperature 18-22, according to the formulas to calculate the power on time. The film material 3-4 m provisions: silver white sand, 4-5 m, 7-9 m electrophoresis;
2: The anode frame shall be stably placed in the conductive seat and check and confirm that the contact between the profile and the cathode plate can be electrically oxidized;
3: Oxidation end, the anode rod hanging from the surface tilt, and drop the residual liquid, into the clean water tank cleaning for 2 minutes;
4: The non colored section can enter the two stage water tank to be treated with sealing hole.
Coloring process
1: Process parameters: SnSO4 5-6g/l; NiSO4 16-18 g/l; 9-12 g/l 17-20 stain free acid; g/l; pH =0.8-1.2, bath temperature of 19-21 DEG C, coloring voltage should be lower than the oxidation voltage 14-16V; usually add the following ratio: SnSO4:NiSO4=1:1; color additives: SnSO4=1:1
2: Coloring products only with a single row of double row rolling way, the corresponding width of the spacing between two adjacent products or products, generally with the finger test more than two finger width, tie line must be tight, solid bar can only use the new tie line;
3: When the coloring products are oxidized, the oxidation bath temperature must be controlled at 18-22 DEG C to ensure uniform film thickness and fine structure;
4: The coloring area of each row of the coloring products should be basically the same;
5: After coloring, the carrier is inclined and is cleaned with a color guide. After the conditions are met, the water will be washed again. Otherwise, the following conditions will be dealt with;
6: The color is shallow, back into the coloring trough, according to the complementary switch coloring time shall not exceed 2 minutes; deep color, should be put into the corresponding oxidation tank tank fade, or fade to the ideal air suspension so far; oxidation products must be approved by three or more washing before entering the coloring trough a final water washing tank, which was PH 5;
7: The coloring products prohibited in the sink after long-term immersion in oxidation, general soaking time should not exceed 3 minutes;
8: The product enters the coloring trough, should be without electricity, soak for 1 minutes or so, and then began to electrify coloring, coloring process began, about 30s in stably coloring voltage up to 14-18V, and then keep the voltage stable until finished coloring;
9: To avoid as much as possible in different batches of different varieties of products, products are colored in the same frame;
10: The coloring after two times washing before postprocessing, control PH value of the first water washing, PH = 2, PH = 5 second.
Hole sealing process
1: The oxidation section is sealed into Kong Chizhong so that the porous film is closed and the corrosion resistance of the film is improved;
2: Technical parameters: common sealing temperature: 10-30 DEG C, time 3-10 minutes, PH5.5-6.5, pore sealing agent 5-8 g/l, nickel ion 0.8-1.3g/l, fluorine ion 0.35-0.8g/l;
3: After the end of the sealing hole, the bent frame is lifted and tilted, and the sealing liquid is dropped. After cleaning, the water is washed into the water tank for two times, one minute at a time, then dried, then removed, then dried, examined and packed.
![]()
Corporate Introduction :
Guangdong Yong long Aluminum Co., Ltd. is located in the No. 10 (Sanjiang market) of Leping Town, Sanshui District, Foshan. The company was founded in 1997. It is a comprehensive and large-scale aluminum profile enterprise integrating the research and development, production and sales of aluminum alloy profiles. The company is leading the "Hongying" brand. Strong comprehensive strength and excellent service make Yong long "Hongying" sell well all over the country and exported to Southeast Asia, Europe, South America and many other countries.
The company has 900 employees, including 120 high and intermediate engineering technology and management personnel, with advanced and perfect design, production, testing and testing methods as well as perfect sales network and after-sales service system. The products sell well in more than 10 national and foreign ports, Australia and Taiwan areas.
Please tell us the information below, and we will give the best suggestion to you !
1. Where you intend to use the aluminium profiles?
2. If you have the estrusion drawing, send us and we develop the correspondence mold.
3. Which color you want or tell us the architectural style you like.
4. Purchase quantity. It will convenient us to give you the best price.
Welcome to visit our company !
Choose us & contact us !
Contact Us at Any Time

