
 Home
>
products
>
Anodized Aluminum Profiles
>
Home
>
products
>
Anodized Aluminum Profiles
>
|
| Place of Origin | Guangdong,China(mainland) |
| Brand Name | HONG YING |
| Certification | ISO9001:2015,ISO14001:2015 |
| Model Number | Customize |
| Description | 6063 T5 T6 Anodized Aluminum Profiles For Construction |
| Material Thickness(t) | t=0.8-2.0 mm |
| Materiral | Aluminum Alloy 6063 |
| Annealing Treatment | T4, T5, T6 |
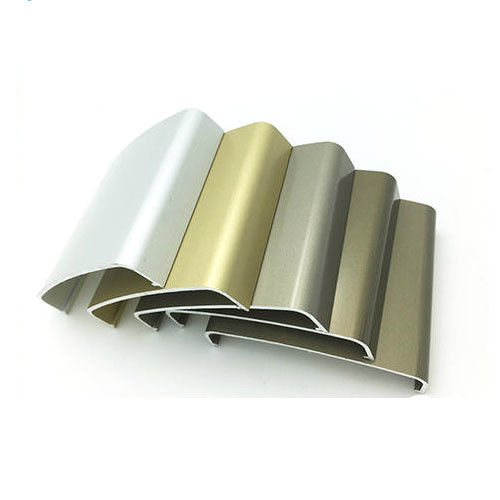
| Color | Silver, Champagne, Bronze, Grey, Black, (RAL series)etc. |
| Surface Treatment | sand blasting, electrophoresis, anodized, wood grain, polished and etc |
| Shape | Break Bridge,T Shape,Square, Round, Flat, Oval, and according to customer's drawing. |
| Length | Normal length=6m or in customer's order |
| Usage | Building, Production Line, Decoration, Industrial, Transportation, Door and window, etc. |
| Package |
1. Pearl cotton foam for each profile; 2. Wrap with shrink film exterior; 3. Packed according to customer request. |
| Advantages/Features |
Providing colorful products with various mechanical performances to adapt all kinds of architectural styles |
As we all know, even if the surface of aluminum products is not treated, a thin layer of natural oxide film will be formed. This layer of oxide film is thin and soft, and its corrosion resistance is poor. It can not effectively protect aluminum products in corrosive environment. In order to pursue better, more durable and beautiful products, it is necessary to make surface treatment for aluminum products. Among them, anodic oxidation and oxidation are widely used.
The principle of anodic oxidation treatment of aluminum profile is to use the aluminum profile placed in electrolyte as anode to form oxidation film on its surface by electrolysis. With the increase of reaction time, the color changes from dark to light, which can produce a variety of colors.
The color of oxide film is rich, which can be low-key luxury or high-key publicity. Our company can choose customized coloring types according to customers' requirements, and the commonly used anodizing coloring types are silver white, smooth silver white, oxidized snowflake, bronze, titanium, sandblasting polishing (6463a aluminum alloy profile) and so on.
1. Lightweight and high strength
The aluminum alloy material is the thin wall composite section, easy to use, less weight, and the section has a higher flexural strength, the doors and Windows using aluminium has small deformation, durable.
2. Good airtight performance
The sealing property is the important performance index of the door and window, compared to common wood door& window and steel door& window, the aluminium door&windowhas better performance of air tightness, water tightness and acoustic insulation.
3.Strong corrosion resistance, easy to use and maintenance
Aluminum doors & Windows do not rust, do not fade, and the surface does not need to be painted, and maintenance costs are low.
4: High strength, Good rigidity, Strong and Durable
5. High value
In building decoration engineering, especially for the high-rise buildings and high-grade decoration engineering, if from adornment effect and air conditioning operation and annual maintenance integrated balance, the use value of the aluminum doors and windows is better than other kinds.
6. Not faded, easy to maintain
The aluminum doors and Windows do not need to be painted, and the surface does not need to be repaired.
7. Open and close light and flexible, noiseless
8. Attractive appearance, a variety of colours available
The surface treatment technology of aluminum profile can satisfy different people with different aesthetic needs.
Processing:
① The contact surface of the suspender shall be polished clean before the profile is loaded, and the material shall be loaded according to the standard number. The calculation formula is as follows: the number of feeding pieces = standard current, standard current density × single profile area
② The principle for consideration of the number of branches on shelves:
a. The utilization rate of silicon machine capacity is not more than 95%;
b. The current density is 1.0-1.2a/dm;
c. The necessary gap between the profile shape and the two profiles is reserved;
③ Calculation of oxidation time: oxidation time (T) = film thickness K · current density K is electrolysis constant, take 0.26-0.32, t unit is minute;
④ It must be put on the shelf according to the number of pieces specified in the table of profile area and number of pieces in the upper row;
⑤ In order to facilitate the drainage and exhaust, the upper bundling should be inclined, with an inclination of 5 degrees;
⑥ Both ends can be 10-20 mm beyond the conducting rod, and the maximum should not be more than 50 mm.
3, Low temperature polishing process
① The concentration of low-temperature polishing agent in the low-temperature polishing tank should be controlled as 25-30g / L of total acid, and the minimum concentration should be ≥ 15 g / L;
② The temperature of polishing bath should not be lower than 20 ℃ and the polishing time should be 90-200s;
③ The rack is tilted. After dripping the residual liquid, it is quickly put into the clean water tank for rinsing. After two times of water washing, it is quickly put into the oxidation tank for oxidation. The residence time in the tank should not be more than 3 minutes;
④ The low-temperature polishing material should not be treated in other ways before polishing, and other bath liquid should not be brought into the polishing bath.
4, Oil removal process;
① The reaction was carried out in acid solution at room temperature for 2-4 minutes, and the concentration of H2SO4 was 140-160 g / L;
② After the rack is tilted to drip the residual liquid, put it into the clean water tank for 1-2 minutes.
5, Frosting (acid etching) process
① After oil removal, clean in clean water tank and then enter acid etching tank;
② Process parameters: nh4hf4 concentration 30-35 g / L, temperature 35-40 ℃, pH 2.8-3.2, acid etching time 3-5 minutes;
③ After the completion of acid etching, it will be washed twice before entering the alkali etching tank.
6, Alkali washing process
① Process parameters: free NaOH 30-45 g / L, total alkali 50-60 g / L, alkali etchant 5-10 g / L, Al3 + 0-15 g / L, temperature 35-45 ℃, sand alkali etching time 30-60 s;
② The rack is tilted, and after dripping the solution, it is quickly put into the clean water tank for cleaning;
③ Check the surface quality after cleaning, when there is no corrosion, debris, condensation surface phenomenon, you can enter the light out process.
7, Light emitting technology
① Process parameters: H2SO4 concentration 160-220 g / L, HNO3 appropriate or 50 g / L-100 g / L, temperature room temperature, light time 2-4 minutes;
② After the rack is tilted, the residual liquid is quickly put into the clean water tank for 1-2 minutes, and then put into the second clean water tank for 1-2 minutes;
③ After twice cleaning, clamp the aluminum wire on the binding frame to ensure good contact during oxidation. Clamp the aluminum wires at one end of the binding frame with common materials, and clamp the aluminum wires at both ends of the binding frame with coloring materials and electrophoretic materials.
8, Oxidation process
① Process parameters: H2SO4 concentration 160-175 g / L, Al3 + ≤ 20 g / L, current density 1-1.5 A / DM, voltage 12-16 V, oxidation tank temperature 18-22 ℃, the power on time can be obtained according to the calculation formula. The requirements of oxide film: silver white 3-4 μ m, white sand 4-5 μ m, electrophoresis 7-9 μ M;
② The anode frame should be put into the conductive base smoothly. When the profile is not in contact with the cathode plate, it can be electrified for oxidation;
③ At the end of oxidation, lift the anode rod away from the liquid surface, incline and drip the residual liquid, and transfer it to the clean water tank for 2 minutes;
④ For non colored profiles, they can enter the secondary water tank to be sealed.
9, Coloring process
① Process parameters: SnSO4 5-6G / L; NiSO4 16-18g / L; colorant 9-12g / L; free acid 17-20g / L; pH value = 0.8-1.2; bath temperature 19-21 ℃; coloring voltage should be lower than oxidation voltage, that is 14-16v; usually adding according to the following ratio: SnSO4: NiSO4 = 1:1; coloring additive: SnSO4 = 1:1
② The coloring products can only be tied by single row and double line. The distance between products is equal to or greater than the width of the corresponding surface of two adjacent products. Generally, the width of two fingers is equal to or greater than the width of two fingers when measured by fingers. The binding must be tight and firm, and only new lines can be used;
③ The oxidation bath temperature must be controlled at 18-22 ℃ to ensure uniform film thickness and fine structure;
④ The oxidation coloring area of each row of colored products should be basically the same;
⑤ After coloring, lift the rack to tilt, compare with the color plate, and then enter the clean water tank for cleaning after meeting the conditions, otherwise, try to deal with the following conditions;
a. If the color is light, enter the coloring tank again, and press the fill color switch to color for no more than 2 minutes;
If the color is deep, it should be put into the corresponding water tank of oxidation tank to fade, or hang in the air until it is ideal;
b. After oxidation, the product can enter the coloring tank only after three or more times of water washing to ensure that the pH of the last water washing tank is greater than or equal to 5;
⑦ It is forbidden to soak the colored products in the water tank for a long time after oxidation. Generally, the soaking time should not be more than 3 minutes;
⑧ After the product enters the coloring tank, it should first be without electricity, soak for about 1 minute, and then start coloring with electricity. After the coloring process starts, the coloring voltage should be steadily raised to 14-18v within about 30s, and then the voltage should be kept unchanged until the coloring is finished;
⑨ Try to avoid coloring products of different varieties and batches on the same shelf;
⑩ After coloring, the post-treatment can only be carried out after the second water washing. The pH of water washing should be controlled, the first pH ≥ 2 and the second pH ≥ 5.
10, Sealing technology
① The oxidation profile is put into the sealing pool to seal the porous film, so as to improve the corrosion resistance of the oxide film;
② Process parameters: common sealing temperature: 10-30 ℃, time: 3-10 minutes, ph5.5-6.5, sealing agent: 5-8 g / L, nickel ion: 0.8-1.3g/l, fluorine ion: 0.35-0.8g/l;
③ After the hole sealing, the bent frame is lifted and tilted. After the hole sealing liquid is dripped, the bent frame is transferred to the clean water tank for cleaning for two times, one minute each time. Then the profile is blown dry, removed, and air dried for inspection and packaging.
![]()
1. Where you intend to use the aluminium profiles?
2. If you have the estrusion drawing, send us and we develop the correspondence mold.
3. Which color you want or tell us the architectural style you like.
4. Purchase quantity. It will convenient us to give you the best price.
Contact Us at Any Time

